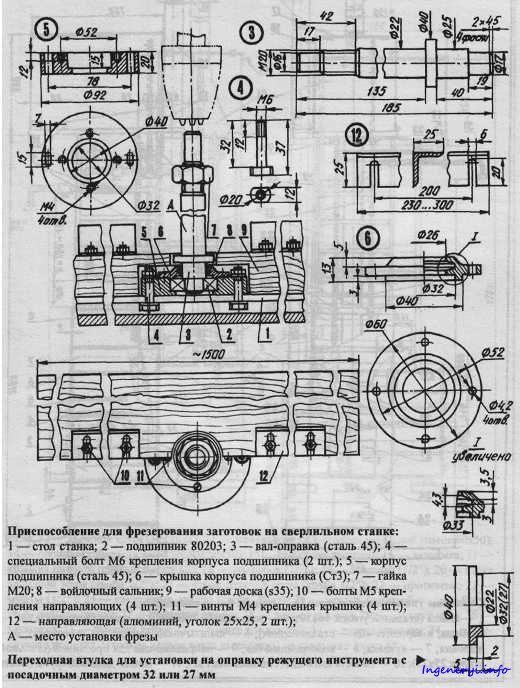
Приспособление позволяет производить на сверлильном станке плоское и профильное фрезерование пиломатериалов, нарезание пазов и гребней в кромках досок для их сплачивания, выборку шипов и проушин угловых соединений столярных изделий и даже шлифование наружных поверхностей деталей.
Основой конструкции является вал переменного сечения, который служит вертикальной оправкой для режущего инструмента.
Верхний конец вала проточен до диаметра 16 мм — это максимальный диаметр инструмента, который может быть зажат в трехкулачковом патроне нашего сверлильного станка, а нижний —до 17 мм, под внутренний диаметр подшипника 80203.
Подшипник с противопыльными защитными шайбами с обеих сторон смонтирован в корпусе и закрыт крышкой с войлочным сальником. Сам корпус крепится к столу станка двумя болтами М6 таким образом, чтобы ось оправки была строго вертикальна и совпадала с осью шпинделя. Для выверки этого положения верхний конец оправки зажимают в патроне, станок включают на небольшой скорости и, определив точное место корпуса на столе, затягивают гайки его болтов.
Чуть выше места установки подшипника на валу (цапфы) имеется буртик, который служит ограничителем при установке режущего инструмента и дополнительной защитой подшипнику от излишнего попадания в него опилок и древесной пыли.
Режущий инструмент с помощью колец и шайб устанавливают на нужной высоте над буртиком и, подложив сверху еще кольцо или шайбу, затягивают детали гайкой М20. Для получения нужной поверхности заготовки используют различные фрезы: дисковые, цилиндрические, фасонные. Чтобы на оправку можно было установить режущий инструмент с посадочным диаметром 27 или 32 мм, необходимо выточить переходные втулки.
Для удобства обработки длинномерных заготовок на столе сверлильного станка смонтирована рабочая доска длиной около 1500 и шириной 300 мм. Толщина доски выбрана такой, чтобы ее верх немного возвышался над защитным буртиком. В нашем случае этот размер составил 35 мм. В срединной части доски с одной ее стороны сделана полукруглая выборка под корпус подшипника и буртик оправки. На столе станка доска крепится двумя болтами Мб с утопленными в ее тело головками.
На доске, по обе стороны от оправки, смонтированы две направляющие (подводящая и отводящая) из алюминиевого уголка 25x25 мм. Каждая из направляющих крепится к доске двумя болтами М5 или шурупами. Чтобы направляющие можно было перемещать на доске в поперечном направлении, в нижних полках уголков вместо крепежных отверстий выполнены продолговатые пазы. С их помощью регулируется глубина резания.
Поскольку заготовки на станке обрабатываются при максимальной скорости вращения шпинделя, то есть на повышенной передаче, то из-за недостаточной мощности двигателя необходимо следить за его нагревом и при необходимости работать с перерывами.
Шлифовать лучше с помощью наждачной шкурки, закрепленной на деревянном цилиндре высотой 70—80 мм с внутренним диаметром 22 и наружным — 40—50 мм.
 |
Источник: https://www.kremalera.narod.ru/

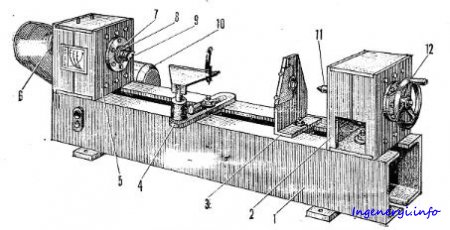 С его помощью можно выточить много нужных деталей круглого сечения: колеса, оси, , валы, рукоятки для инструментов.
С его помощью можно выточить много нужных деталей круглого сечения: колеса, оси, , валы, рукоятки для инструментов. Известно, что у многих станков инструмент совершает вращательное движение относительно детали, а отличаются они друг от друга преимущественно лишь горизонтальным или вертикальным расположением рабочего органа, а также применением дополнительного оборудования и приспособлений.
Известно, что у многих станков инструмент совершает вращательное движение относительно детали, а отличаются они друг от друга преимущественно лишь горизонтальным или вертикальным расположением рабочего органа, а также применением дополнительного оборудования и приспособлений.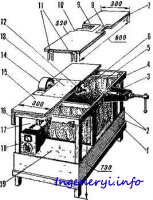 Этот станок в самом деле может быть изготовлен из старого стола, и он действительно целая мастерская: построивший Б. Попов предусмотрел в нем сменяемость рабочего инструмента — здесь и циркулярная пила (1), и точильный камень (4), и ротор-рубанок (3), и даже токарный вариант (2).
Этот станок в самом деле может быть изготовлен из старого стола, и он действительно целая мастерская: построивший Б. Попов предусмотрел в нем сменяемость рабочего инструмента — здесь и циркулярная пила (1), и точильный камень (4), и ротор-рубанок (3), и даже токарный вариант (2). Считается, что возможности сверлильного станка ограничиваются только изготовлением круглых отверстий. На самом деле, на нем несложно делать трехгранные и четырехгранные отверстия.
Считается, что возможности сверлильного станка ограничиваются только изготовлением круглых отверстий. На самом деле, на нем несложно делать трехгранные и четырехгранные отверстия. Радостное событие — приобретение садового участка — часто омрачается из-за отсутствия электросети на этой еще не освоенной территории. Именно в такой ситуации мною был изготовлен бензомоторный распиловочный станок, позволяющий ускорить процесс возведения дома.
Радостное событие — приобретение садового участка — часто омрачается из-за отсутствия электросети на этой еще не освоенной территории. Именно в такой ситуации мною был изготовлен бензомоторный распиловочный станок, позволяющий ускорить процесс возведения дома.