
|
|||
|
|||
|
Резка деталей на автоматах имеет много положительных сторон, так как размеры деталей имеют отклонения от проектных не более чем на ±2 мм, все детали, вырезанные по одному шаблону, строго одинаковы, поверхности реза получаются ровными и в большинстве случаев не требуют дополнительной обработки. Производительность труда газорезчиков на. автомате выше, чем при полуавтоматической и тем более при ручной резке. После резки деталей часто производят их строжку. Строжку листов ведут для подготовки кромок листов под сварку (снятие фасок) для получения точных размеров листовых деталей по ширине и длине-и для выравнивания кромки, имея в виду передачу усилия на кромку путем плотного касания с другой деталью, например для передачи давления катков кранов на строганую верхнюю кромку вертикального листа под-крановой балки, а также для удаления зоны наклепа после резки на ножах или зоны закалки после кислородной резки низколегированных сталей. Строжку поверхностей толстых листов производят для получения ровных плоскостей, необходимых обычно для передачи давлений на плиты через фрезерованные торцы колонн и плотное их касание. Строжку кромок листов производят на кромкострогальных станках. Основными частями станка являются стол, на который укладывают строгаемые детали, суппорт, травеса, идущая вдоль всего станка над столом и закрепленная в концевых стойках, а также механические или пневматические прижимы, смонтированные на траверсе для прижатия строгаемых деталей к столу. Суппорт с резцом движется вдоль строгаемой кромки по направляющим. Строгальщик в процессе строжки находится на площадке суппорта и передвигается вместе с ней по фронту строжки. Форма резцов зависит от вида кромки, которую необходимо получить после строжки. Державку резца делают из обычной малоуглеродистой конструкционной стали. Материал самих резцов выбирают в зависимости от марки обрабатываемой стали. Резцы для строжки малоуглеродистых сталей делают из инструментальной углеродистой стали марок У10А и У12А, а для строжки низколегированной стали-из быстрорежущей стали или ее заменителей. Режимы строжки зависят от материала строгаемой детали и вида обрабатываемой кромки. Обычно скорость строжки находится в пределах от 8 до 16 м/мин, а площадь стружки, снимаемой за один проход резца, доходит до 70 мм2. Строжку ведут без охлаждения. Во время разметки листов, кромки которых должны строгаться, дают припуск на строжку по 5-10 мм на каждую кромку, подлежащую строжке. Такой припуск гарантирует удаление всех неровностей и поврежденных зон при резке. Отрожку кромок листов клепаных конструкций производят после образования отверстий. При этом положение кромки после строжки определяют, измеряя складным метром или шаблоном расстояние от края отверстий до кромки листа. В случае строжки кромок в листах, не имеющих отверстий, измерения ведутся от контрольных линий. Листы, у которых строжку кромок производят без снятия фасок, можно строгать как по одиночке, так и пакетом. В данном случае важно следить за тем, чтобы площадь снимаемой стружки не превышала размера, определяемого мощностью станка. Листы с односторонней фаской можно строгать как по одному, так и по два, применяя резцы для двухсторонней фаски. Листы с двухсторонней фаской строгают по одному листу. После укладки одного листа или пакета листов на стол станка их надежно укрепляют прижимами к столу и, кроме того, закрепляют пробками, которые забивают в гнезда, имеющиеся в столе станка. Пробки закрепляют обрабатываемые листы от возможного их смещения под действием усилия резания. Снятие стружки ведут при движении каретки в обоих направлениях, что достигается за счет поворота резцов при каждой смене направления движения каретки. Если на кромках листов необходимо снять фаску, то обычно сначала сострагивается припуск на строжку прямым резцом, а затем продолжают строжку фасонным резцом. Профиль кромки проверяют шаблонами. Длина и ширина строганых деталей может быть выдержана с допускаемым отклонением от проекта в пределах от 1 до 2 мм в зависимости от их размеров. Строжку поверхностей толстых листов (плит), а иногда и целых узлов конструкций производят на продольно-строгальных станках портального или консольного типа. Строгаемая деталь устанавливается на стол станка и во время строжки перемещается вместе со столом относительно неподвижного резца, укрепленного на портале или на консоли. Толщина плит при двухсторонней строжке может быть выдержана с допускаемым отклонением в пределах ±0,5 мм. Припуск на каждую строгаемую плоскость обычно дается равным 5-10 мм. На небольших портальных и консольных строгальных станках производят также строжку кромок различных мелких деталей, которые невозможно закрепить на столе.
|
 В контроллере 1250 используются цифровые энкодеры, подающие сигнал обратной связи, который все время указывает контроллеру 1250 его точное положение. Неправильная установка энкодеров приведет к тому, что контроллер 1250 получит ошибочную информации о пройденном расстоянии, что ...
В контроллере 1250 используются цифровые энкодеры, подающие сигнал обратной связи, который все время указывает контроллеру 1250 его точное положение. Неправильная установка энкодеров приведет к тому, что контроллер 1250 получит ошибочную информации о пройденном расстоянии, что ...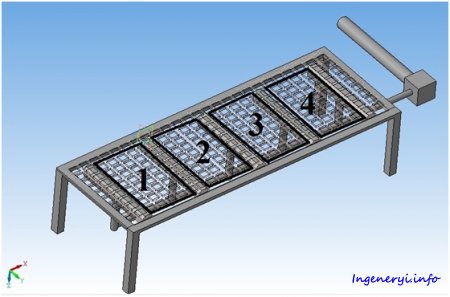 Всё началось с того, что пришлось иметь дело с ЧПУ лазерного станка для раскроя металла. В ходе ремонта и настройки системы синхронизации ламп накачки, в помещении, где находился этот станок, становилось очень холодно.
Всё началось с того, что пришлось иметь дело с ЧПУ лазерного станка для раскроя металла. В ходе ремонта и настройки системы синхронизации ламп накачки, в помещении, где находился этот станок, становилось очень холодно. Перед тем, как измерить длину кабеля, всегда установите положение контроллера 1250 и энкодеров. Как правило, требуемые длины кабелей зависят от использования и дополнительно заказываемого для контроллера оборудования.
Перед тем, как измерить длину кабеля, всегда установите положение контроллера 1250 и энкодеров. Как правило, требуемые длины кабелей зависят от использования и дополнительно заказываемого для контроллера оборудования. Как показывает опыт, примерно 90 % неисправностей устраняют на месте установки телевизора. Сложный ремонт производят в стационарной мастерской, в частности замену кинескопа, настройку по приборам, устранение периодических неисправностей, восстановительные работы и др.
Как показывает опыт, примерно 90 % неисправностей устраняют на месте установки телевизора. Сложный ремонт производят в стационарной мастерской, в частности замену кинескопа, настройку по приборам, устранение периодических неисправностей, восстановительные работы и др. Серия механизированных и ручных аппаратов Powermax, работающих на одном газе (воздухе или азоте), обеспечивает высокую продуктивность, низкие эксплуатационные затраты, превосходное качество резки и непревзойденную надежность Hypertherm.
Серия механизированных и ручных аппаратов Powermax, работающих на одном газе (воздухе или азоте), обеспечивает высокую продуктивность, низкие эксплуатационные затраты, превосходное качество резки и непревзойденную надежность Hypertherm.






